钢化玻璃的自爆是影响其安全性能的主要原因,钢化玻璃内部的非玻璃体物质(如硫化镍)微粒会导致钢化玻璃自爆,这种物质由生产玻璃的原材料中的杂质带入玻璃。有一些硫化镍微粒经过一段时间它的晶体结构从α状态转变到β状态,在这个转变过程中,硫化镍微粒的体积产生较大程度的膨胀。这个体积膨胀过程形成钢化玻璃强大的内应力,造成钢化玻璃自爆。
钢化玻璃因为自身优越的性能使得其在现代建筑中被大规模的使用,其自爆的特性一直困扰着整个行业。目前大多数企业将钢化玻璃的自爆率控制在1.5‰以内,经过该均质炉设备处理过后的钢化玻璃自爆率下降至不到万分之一,因此该设备可以较大幅度的提升钢化玻璃的安全性能,使用前景广阔。
工艺原理
钢化玻璃均质炉是间接钢化玻璃安全性的装置,在玻璃完成钢化后进入均质炉,通过均质炉的高温加热原理,进行引爆测试和消除残余的硫化镍,将存在“自爆”隐患即玻璃内应力不均的的钢化玻璃在测试过程中提前引爆,从而避免了钢化玻璃安装后再次发生“自爆”,经过均质后的钢化玻璃合格率将大大提升,从而提高了建筑物钢化玻璃的安全可靠性。
钢化玻璃内部的硫化镍作为非玻璃体物质微粒一直存在玻璃中,是导致钢化玻璃自爆的最主要因素,硫化镍由生产玻璃的原材料(石英砂、硅石粉等)中的杂质带入玻璃。一些硫化镍微粒经过一段时间它的晶体结构从α状态转变到β状态,在这个转变过程中,硫化镍微粒的体积产生大幅度的膨胀。这个体积膨胀过程形成钢化玻璃强大的内应力,造成钢化玻璃自爆。引起玻璃自爆硫化镍直接在0.04mm至0.65mm之间,平均粒径0.2mm。
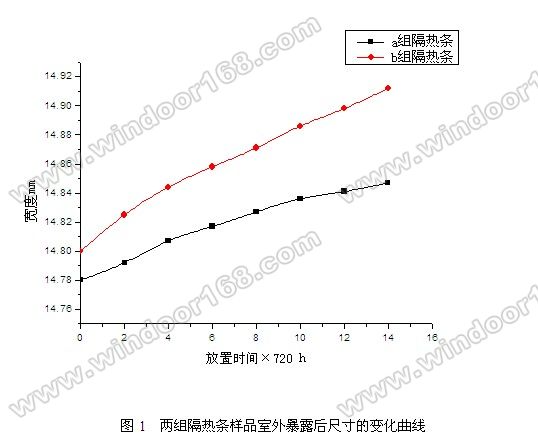
因为硫化镍的晶型转变,导致体积增加,从而引起的自爆会在局部生产放射性裂纹,如图1所示,如果玻璃破碎后仍留在框内,则在破碎的起点处可以比较容易找到一个“蝴蝶”形状的图案特征,从自爆后的玻璃碎片中产生的“蝴蝶斑”,以倾斜45度角看,很容易在玻璃的板心看到一个较小的黑点至于“蝴蝶”中,正处于裂纹之间,而且自爆破损的玻璃裂纹的走向是由中心向四周散开的。
对钢化玻璃进行二次加热并退火的均质处理(又称热浸处理(词条“热浸处理”由行业大百科提供))是公认的解决自爆问题的有效方法。将钢化玻璃再次加热到290~300摄氏度左右,并保温一定时间后缓慢降温,使钢化玻璃中的硫化镍颗粒在均质处理中完成晶相转变,让可能自爆的玻璃在工厂内提前破碎。此方法可以有效降低钢化玻璃出厂后的自爆率,提高成品率,减小因自爆而产生的交通运输、安装及对后续工序返工产生的影响。目前国内主要是采用强制对流型电加热热浸炉来处理钢化玻璃。已有的钢化玻璃均质炉,其加热箱大多设在炉体的顶部或后部,用风机将热风通过风道向炉内的需均质的钢化玻璃输送热风并使热风穿过钢化玻璃间的间隙吸回风机,不间断地重复,使钢化玻璃加热到额定温度,并长时间保持恒温,已达到引爆其中有"自爆"隐患的钢化玻璃的目的。但不足之处是温度的均匀性较差、耗能多、维修和清理不方便,给生产带来诸多不便。
钢化玻璃均质炉的结构
首先,在炉内温度升高到280摄氏度时要求保温在两个小时以上,这样就对炉体的保温性能提出严格的要求,如果保温效果不好,将使炉内的温度很难控制在一个水平,这使得炉内温度会忽高忽低严重影响玻璃质量,据研究,280℃时的相变速率是250℃时的100倍,因此必须确保炉内的各块玻璃经历同样的温度曲线。否则,一方面有些玻璃温度太高,会引起硫化镍逆向相变;另一方面温度低的玻璃因保温时间不够,使得硫化镍相变不完全。两种情况均会导致无效的均质处理,所以在均质炉本身的保温上,以加工空间为4400mm×3700mm×3300mm的为例,在炉体的四周至少要采用200mm的保温层(词条“保温层”由行业大百科提供),而由于大多数的均质炉都采用将加热装置放于炉体顶端的位置,所以在顶端的保温要求更加严格,这是由于在炉体的上部大多数要布满电缆线,是为了有更好的隔热效果,至少要有500mm的保温层。这样不仅可以提高均质的可靠性更重要的是节约大量的电能,为建设节约型社会作出贡献。
其次,为了保障均质炉内部的温度能在同一个水平,还要求均质炉内部有空气流动通畅,防止有气流的死角,造成局部温度过高或过低而造成玻璃均质的失败。炉体内部空气流动由放在炉体顶部的风机提供。第一,要求风机是高温风机,可以常时间在高温环境下工作,并且耐高温至少在400摄氏度;第二,风道系统由不锈钢材料制作,这样可以提高它的使用寿命。通过风道将风传入炉内,可以将风在炉内的循环。
箭头方向表示风的流向,风机将冷风吹到加热区,通过加热形成热风在炉内循环,以4400mm×3700mm×3300mm的炉内尺寸为例,要求内部的风量达到40000m3/h以上,循环速度要求在1。5m/s左右,这同样为了能够使内部空气流通的均匀,建议采用多台风机多个进风口的办法提高空其在炉内部的均匀性。这里还要强调的是风道、风机的保温也是至关重要。
关于炉体的主要骨架尽量采用优质的钢材,因为长期的加热冷却(词条“冷却”由行业大百科提供),这样的冷热循环对钢材的影响极其严重,所以在选择钢材时一定要多注意,炉体内壁应该必须选择不锈钢材料。
具体实施方式
打开炉门,将已有玻璃的A型架放入均质炉的腔室①内,关闭炉内自锁装置;设定温度,将模块式加热体加热,形成加热器②;开动风机③将气流经进风口④送入加热室⑤,气流沿加热室流动将热量送至炉体的进风道⑥;炉体进风道靠腔室面开有有规则的侧孔⑦,侧孔有可调节空气流量的调风扳⑧,气流通过这些侧孔进入腔室,温度均匀;气流流动至出风道⑨,再沿出风道回归风机形成循环流动的恒温气流。为了更有效地使气流温度均匀,除调节侧风板外,又在腔室内加制了内置风道⑩,这样就有效地保证了腔室内温度的均匀性,从而达到玻璃的均质处理效果。炉体四周的保温层?輥?輯?訛,阻止了加热腔室与外界的热量交换,大大节省了电能。
此均质炉的优点
首先,本均质炉炉门利用气动连杆机构,灵活开启、关闭,方便玻璃的装载、卸载,降低劳动强度。值得注意的是均质炉炉门设计时需要尽可能避免使用电动门,因为在玻璃升温过程中,电机受热后容易出现故障,一旦炉门关不紧将极大地降低均质效果。其次,炉体内顶柜和内侧柜前面焊接一独立框用来和炉门密封,达到良好的密封效果,均质是通过热的对流加热玻璃的,如果密封不加,会导致升温缓慢,从而降低效率。再次,本设备有意将风机放置于高于炉体顶部一段距离,以减少风机运行时产生的震动,并给予炉丝端子与电源线连接有更大的安全空间。最后,本设备采用模块化加热,将每组炉丝制作成一个紧凑的长方体,均匀分布在加热区域,便于加热体的检修更换。而且进风道设有风量调节装置,可使腔内的上、中、下部风速均匀,有助于腔内温度均匀,腔内恒温水平。
经过试验据统计表明,经本设备均质处理后,钢化玻璃自爆概率会大大降低,每1万平方米玻璃在2年内发生1片自爆的概率不到万分之一。此时的钢化玻璃才可以称得上真正的安全玻璃。钢化玻璃采用均质处理技术后,成本有了一定的提高,玻璃的价格也提高了,但是从社会责任和公共安全的角度来考虑,玻璃生产企业还是应该建议客户购买经过均质处理的钢化玻璃。【完】