


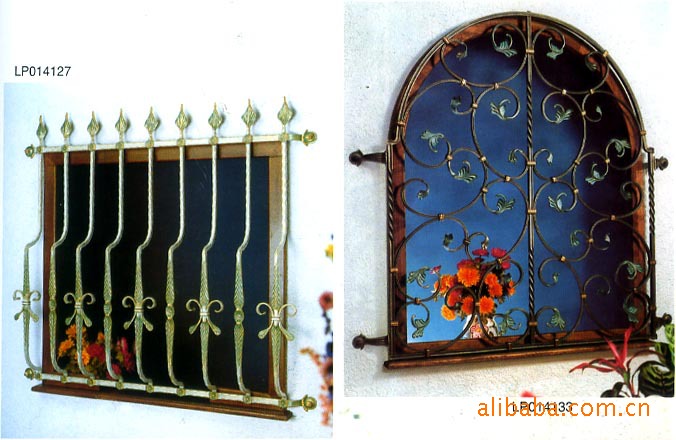
厂家生产SJ-WF0045铁艺窗花
颜色:自定尺寸:根据现场提供定制作工艺:手工艺焊接工艺:直流脉冲二氧化碳气体保护焊表面处理:热浸镀锌防锈油漆:丙稀漆(采用附着力强的丙稀酸自干底漆)制作工艺:焊接时采用C02焊接,焊口平整,焊缝牢固,可靠。焊接口采用防锈处理,保用10年内不生锈、不脱漆。所有焊口焊点必须打磨后才可以进行下到工序。清洁干净工件表面、喷防锈丙稀酸底漆自干-面漆自干-着色-烘干或自干-罩干-包装{内用1层纸皮,外用1层泡泡纸}-验收您(售出的产品厂方承担质量维护)
广州苏记铁器装饰工程有限公司是一家提供从设计、测量、制作到安装全方位服务的大型装饰企业。
本公司在继承苏氏前四代人(近120年)的纯手工精工锻造的基础上,近年来不断引进先进的欧式铁艺装饰风格,从而融古今中外的铁艺制作技艺之精髓于一身,不断创新,独树一帜。使产品既有东方文明的高贵典雅,又有欧式风格的浪漫飘逸,各取所长,相得益彰。大到达官贵族的庭院豪华大门、室内外工艺栏杆、楼梯扶手、防盗窗、屏风等装饰铁件和铁制家具,小到鱼、虫、鸟、兽的精雕细琢,无一不独具匠心,别具一格。
多年来,苏记仝仁通过不懈努力,不断探寻铁艺制品的防锈技术,使产品作色新颖,日久弥新。赢得了同行的一致推崇和客户的青睐,某知名报刊曾在2000年大篇幅率先报道,此后好评如潮。产品远销新加坡、澳大利亚、美国等世界各地

一、制作尺寸与图纸要求的尺寸制作。
二、产品要保持平,正,直,顺,弧形要光滑流畅圆顺,不能有扭曲或有死结的出现,花型要自然流畅。
三、焊接要美观,牢固,焊缝要平整,不能假焊,所有产品的对角焊接,都要开角度,不允许直接焊接。
四、花型比例要协调,抓住主体花型,排列稀密相同。
五、保证产品的上下左右对称,同批型号产品制作要相同,应该完全重合。
六、组装好后,先用35#厚6mm的角磨机磨片对栏杆的焊接部位进行粗磨,并清除焊接时附着在栏杆及门表面的焊接飞溅物。
七、凡是经过气割的工件或者拼装后不容易打磨到的工件,应该先打磨好后在再拼装组合焊接。
八、花件与主体结构相焊接时,必须要经过锻打或者打磨后才能弯花,拼装焊接。
九、经过锻打后,出现毛刺的工件,必须先打磨,然后弯制。
十、门,围栏 楼梯扶手 防盗窗等,只要没有特别注明要求的,按照安全标准要求,其间隔距离不能大于110MM。
十一、在制作大批量的订单时,必须先制作样板,经过确认后方可生产。
 一、制作尺寸与图纸要求的尺寸制作。
一、制作尺寸与图纸要求的尺寸制作。
二、产品要保持平,正,直,顺,弧形要光滑流畅圆顺,不能有扭曲或有死结的出现,花型要自然流畅。
三、焊接要美观,牢固,焊缝要平整,不能假焊,所有产品的对角焊接,都要开角度,不允许直接焊接。
四、花型比例要协调,抓住主体花型,排列稀密相同。
五、保证产品的上下左右对称,同批型号产品制作要相同,应该完全重合。
六、组装好后,先用35#厚6mm的角磨机磨片对栏杆的焊接部位进行粗磨,并清除焊接时附着在栏杆及门表面的焊接飞溅物。
七、凡是经过气割的工件或者拼装后不容易打磨到的工件,应该先打磨好后在再拼装组合焊接。
八、花件与主体结构相焊接时,必须要经过锻打或者打磨后才能弯花,拼装焊接。
九、经过锻打后,出现毛刺的工件,必须先打磨,然后弯制。
十、门,围栏 楼梯扶手 防盗窗等,只要没有特别注明要求的,按照安全标准要求,其间隔距离不能大于110MM。
十一、在制作大批量的订单时,必须先制作样板,经过确认后方可生产。
一、制作尺寸与图纸要求的尺寸制作。
二、产品要保持平,正,直,顺,弧形要光滑流畅圆顺,不能有扭曲或有死结的出现,花型要自然流畅。
三、焊接要美观,牢固,焊缝要平整,不能假焊,所有产品的对角焊接,都要开角度,不允许直接焊接。
四、花型比例要协调,抓住主体花型,排列稀密相同。
五、保证产品的上下左右对称,同批型号产品制作要相同,应该完全重合。
六、组装好后,先用35#厚6mm的角磨机磨片对栏杆的焊接部位进行粗磨,并清除焊接时附着在栏杆及门表面的焊接飞溅物。
七、凡是经过气割的工件或者拼装后不容易打磨到的工件,应该先打磨好后在再拼装组合焊接。
八、花件与主体结构相焊接时,必须要经过锻打或者打磨后才能弯花,拼装焊接。
九、经过锻打后,出现毛刺的工件,必须先打磨,然后弯制。
十、门,围栏 楼梯扶手 防盗窗等,只要没有特别注明要求的,按照安全标准要求,其间隔距离不能大于110MM。
十一、在制作大批量的订单时,必须先制作样板,经过确认后方可生产。
一、制作尺寸与图纸要求的尺寸制作。
二、产品要保持平,正,直,顺,弧形要光滑流畅圆顺,不能有扭曲或有死结的出现,花型要自然流畅。
三、焊接要美观,牢固,焊缝要平整,不能假焊,所有产品的对角焊接,都要开角度,不允许直接焊接。
四、花型比例要协调,抓住主体花型,排列稀密相同。
五、保证产品的上下左右对称,同批型号产品制作要相同,应该完全重合。
六、组装好后,先用35#厚6mm的角磨机磨片对栏杆的焊接部位进行粗磨,并清除焊接时附着在栏杆及门表面的焊接飞溅物。
七、凡是经过气割的工件或者拼装后不容易打磨到的工件,应该先打磨好后在再拼装组合焊接。
八、花件与主体结构相焊接时,必须要经过锻打或者打磨后才能弯花,拼装焊接。
九、经过锻打后,出现毛刺的工件,必须先打磨,然后弯制。
十、门,围栏 楼梯扶手 防盗窗等,只要没有特别注明要求的,按照安全标准要求,其间隔距离不能大于110MM。
十一、在制作大批量的订单时,必须先制作样板,经过确认后方可生产。一、制作尺寸与图纸要求的尺寸制作。
二、产品要保持平,正,直,顺,弧形要光滑流畅圆顺,不能有扭曲或有死结的出现,花型要自然流畅。
三、焊接要美观,牢固,焊缝要平整,不能假焊,所有产品的对角焊接,都要开角度,不允许直接焊接。
四、花型比例要协调,抓住主体花型,排列稀密相同。
五、保证产品的上下左右对称,同批型号产品制作要相同,应该完全重合。
六、组装好后,先用35#厚6mm的角磨机磨片对栏杆的焊接部位进行粗磨,并清除焊接时附着在栏杆及门表面的焊接飞溅物。
七、凡是经过气割的工件或者拼装后不容易打磨到的工件,应该先打磨好后在再拼装组合焊接。
八、花件与主体结构相焊接时,必须要经过锻打或者打磨后才能弯花,拼装焊接。
九、经过锻打后,出现毛刺的工件,必须先打磨,然后弯制。
十、门,围栏 楼梯扶手 防盗窗等,只要没有特别注明要求的,按照安全标准要求,其间隔距离不能大于110MM。
十一、在制作大批量的订单时,必须先制作样板,经过确认后方可生产。 一、制作尺寸与图纸要求的尺寸制作。
一、制作尺寸与图纸要求的尺寸制作。
二、产品要保持平,正,直,顺,弧形要光滑流畅圆顺,不能有扭曲或有死结的出现,花型要自然流畅。
三、焊接要美观,牢固,焊缝要平整,不能假焊,所有产品的对角焊接,都要开角度,不允许直接焊接。
四、花型比例要协调,抓住主体花型,排列稀密相同。
五、保证产品的上下左右对称,同批型号产品制作要相同,应该完全重合。
六、组装好后,先用35#厚6mm的角磨机磨片对栏杆的焊接部位进行粗磨,并清除焊接时附着在栏杆及门表面的焊接飞溅物。
七、凡是经过气割的工件或者拼装后不容易打磨到的工件,应该先打磨好后在再拼装组合焊接。
八、花件与主体结构相焊接时,必须要经过锻打或者打磨后才能弯花,拼装焊接。
九、经过锻打后,出现毛刺的工件,必须先打磨,然后弯制。
十、门,围栏 楼梯扶手 防盗窗等,只要没有特别注明要求的,按照安全标准要求,其间隔距离不能大于110MM。
十一、在制作大批量的订单时,必须先制作样板,经过确认后方可生产。

一、制作尺寸与图纸要求的尺寸制作。
二、产品要保持平,正,直,顺,弧形要光滑流畅圆顺,不能有扭曲或有死结的出现,花型要自然流畅。
三、焊接要美观,牢固,焊缝要平整,不能假焊,所有产品的对角焊接,都要开角度,不允许直接焊接。
四、花型比例要协调,抓住主体花型,排列稀密相同。
五、保证产品的上下左右对称,同批型号产品制作要相同,应该完全重合。
六、组装好后,先用35#厚6mm的角磨机磨片对栏杆的焊接部位进行粗磨,并清除焊接时附着在栏杆及门表面的焊接飞溅物。
七、凡是经过气割的工件或者拼装后不容易打磨到的工件,应该先打磨好后在再拼装组合焊接。
八、花件与主体结构相焊接时,必须要经过锻打或者打磨后才能弯花,拼装焊接。
九、经过锻打后,出现毛刺的工件,必须先打磨,然后弯制。
十、门,围栏 楼梯扶手 防盗窗等,只要没有特别注明要求的,按照安全标准要求,其间隔距离不能大于110MM。
十一、在制作大批量的订单时,必须先制作样板,经过确认后方可生产。
一、制作尺寸与图纸要求的尺寸制作。
二、产品要保持平,正,直,顺,弧形要光滑流畅圆顺,不能有扭曲或有死结的出现,花型要自然流畅。
三、焊接要美观,牢固,焊缝要平整,不能假焊,所有产品的对角焊接,都要开角度,不允许直接焊接。
四、花型比例要协调,抓住主体花型,排列稀密相同。
五、保证产品的上下左右对称,同批型号产品制作要相同,应该完全重合。
六、组装好后,先用35#厚6mm的角磨机磨片对栏杆的焊接部位进行粗磨,并清除焊接时附着在栏杆及门表面的焊接飞溅物。
七、凡是经过气割的工件或者拼装后不容易打磨到的工件,应该先打磨好后在再拼装组合焊接。
八、花件与主体结构相焊接时,必须要经过锻打或者打磨后才能弯花,拼装焊接。
九、经过锻打后,出现毛刺的工件,必须先打磨,然后弯制。
十、门,围栏 楼梯扶手 防盗窗等,只要没有特别注明要求的,按照安全标准要求,其间隔距离不能大于110MM。
十一、在制作大批量的订单时,必须先制作样板,经过确认后方可生产。
一、制作尺寸与图纸要求的尺寸制作。
二、产品要保持平,正,直,顺,弧形要光滑流畅圆顺,不能有扭曲或有死结的出现,花型要自然流畅。
三、焊接要美观,牢固,焊缝要平整,不能假焊,所有产品的对角焊接,都要开角度,不允许直接焊接。
四、花型比例要协调,抓住主体花型,排列稀密相同。
五、保证产品的上下左右对称,同批型号产品制作要相同,应该完全重合。
六、组装好后,先用35#厚6mm的角磨机磨片对栏杆的焊接部位进行粗磨,并清除焊接时附着在栏杆及门表面的焊接飞溅物。
七、凡是经过气割的工件或者拼装后不容易打磨到的工件,应该先打磨好后在再拼装组合焊接。
八、花件与主体结构相焊接时,必须要经过锻打或者打磨后才能弯花,拼装焊接。
九、经过锻打后,出现毛刺的工件,必须先打磨,然后弯制。
十、门,围栏 楼梯扶手 防盗窗等,只要没有特别注明要求的,按照安全标准要求,其间隔距离不能大于110MM。
十一、在制作大批量的订单时,必须先制作样板,经过确认后方可生产。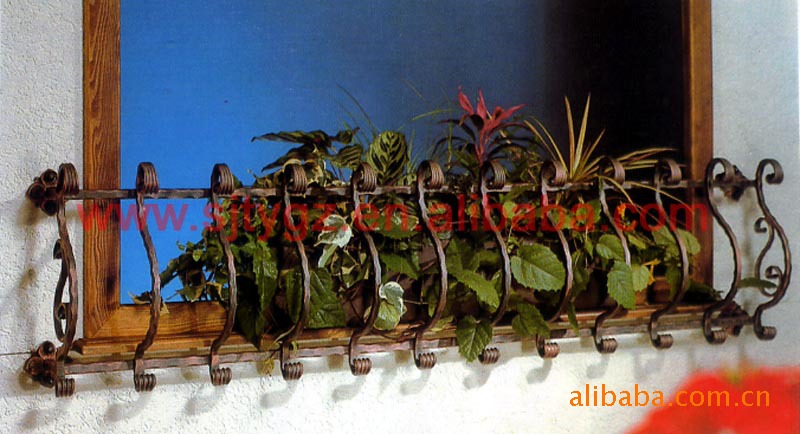
一、制作尺寸与图纸要求的尺寸制作。
二、产品要保持平,正,直,顺,弧形要光滑流畅圆顺,不能有扭曲或有死结的出现,花型要自然流畅。
三、焊接要美观,牢固,焊缝要平整,不能假焊,所有产品的对角焊接,都要开角度,不允许直接焊接。
四、花型比例要协调,抓住主体花型,排列稀密相同。
五、保证产品的上下左右对称,同批型号产品制作要相同,应该完全重合。
六、组装好后,先用35#厚6mm的角磨机磨片对栏杆的焊接部位进行粗磨,并清除焊接时附着在栏杆及门表面的焊接飞溅物。
七、凡是经过气割的工件或者拼装后不容易打磨到的工件,应该先打磨好后在再拼装组合焊接。
八、花件与主体结构相焊接时,必须要经过锻打或者打磨后才能弯花,拼装焊接。
九、经过锻打后,出现毛刺的工件,必须先打磨,然后弯制。
十、门,围栏 楼梯扶手 防盗窗等,只要没有特别注明要求的,按照安全标准要求,其间隔距离不能大于110MM。
十一、在制作大批量的订单时,必须先制作样板,经过确认后方可生产。
一、制作尺寸与图纸要求的尺寸制作。
二、产品要保持平,正,直,顺,弧形要光滑流畅圆顺,不能有扭曲或有死结的出现,花型要自然流畅。
三、焊接要美观,牢固,焊缝要平整,不能假焊,所有产品的对角焊接,都要开角度,不允许直接焊接。
四、花型比例要协调,抓住主体花型,排列稀密相同。
五、保证产品的上下左右对称,同批型号产品制作要相同,应该完全重合。
六、组装好后,先用35#厚6mm的角磨机磨片对栏杆的焊接部位进行粗磨,并清除焊接时附着在栏杆及门表面的焊接飞溅物。
七、凡是经过气割的工件或者拼装后不容易打磨到的工件,应该先打磨好后在再拼装组合焊接。
八、花件与主体结构相焊接时,必须要经过锻打或者打磨后才能弯花,拼装焊接。
九、经过锻打后,出现毛刺的工件,必须先打磨,然后弯制。
十、门,围栏 楼梯扶手 防盗窗等,只要没有特别注明要求的,按照安全标准要求,其间隔距离不能大于110MM。
十一、在制作大批量的订单时,必须先制作样板,经过确认后方可生产。
















