

- 品牌:永达宏运
- 型号:定做
- 开启方式:平开门
- 构造方式:夹板门
- 开关类型:手动
- 门框厚度:90mmmm
- 门扇厚度:40mmmm
- 安全等级:A级
- 风格:欧式
- 使用范围:房间
- 加工定制:是
- 颜色:定做
- 硬度:强
- 抗压强度:强Mpa
- 摆锤冲击量:100kJ/㎡
- 拉伸屈服强度:1Mpa
- 弯曲弹性模量:01Mpa
- 产地:北京
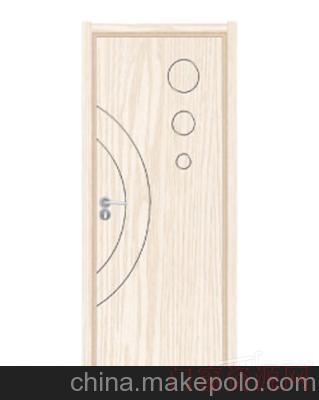
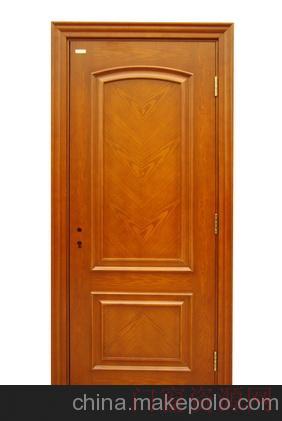
实木套装烤漆门 复合烤漆木门
室内烤漆门 厂家直销烤漆门选购一定需考虑的因素核心提示: 从环保角度而言,全实木门需要木材原料多、要求高、资源消耗量大,从长远发展角度而言,室内烤漆门 厂家直销烤漆门对保护森林资源不利;而实木复合门符合国际大环保观念,市场潜力巨大,前景看好
联系电话 13126953118 qq 2823969934

1、木料干燥
进厂的原料板材(含水率约为60-70%),装入干燥窑进行喷蒸、干燥。板材质地、厚度不同,季节不同,喷蒸干燥的温度、时间及稳定的时间也不同。一般喷蒸的时间约15min,加热干燥的时间约25-30d,干燥后的板材含水率约10-14%。室内烤漆门 白混油烤漆门
喷蒸及加热干燥用蒸汽由项目新上的4t/h燃煤蒸汽锅炉提供。加热干燥过程中,根据工艺技术控制要求,需不定时打开干燥窑排潮窗,排放干燥窑内的蒸气。
2、下料:
(1)粗裁时,长宽各加大10mm;(需修整)
(2)如组合下料,注明木皮材质,标明何种门型组合;
3、组框
(1)四角方正,长宽各加大10MM
(2)外框宽度规格为800-2000MM,表板为6MM中密度板,中间填充邵尔兰特中空创花板。
(3)加锁木,也可用锁盒。
(4)组框时如是玻璃门,确定玻璃大小及位置
(5)骨架做防变形处理后,上压机压平
4、热压工艺标准
(1)每次放需热压的工件前,必须将热压板和工件清理干净,确认没有任何杂质,定好热压温度及压力,将工件慢慢放入。
(2)放入的工件要排列有序,使各部位受力均匀。
(3)每次热压尽可能放满所有位置,而且要保证每层板室内烤漆门 白混油烤漆门材的厚度和每层的覆面材料相同,覆面材料不能重叠,若不能放满应用工件等厚的备用垫板填充。
(4)为防止胶干,每次上料应在两分钟内完成,确定无误和安全的情况下,再开动机器。
(5)加压后的工件表面要平整、光洁、手摸无凹凸、颗粒感。
(6)拼花应对齐。
(7)覆面后,木门不得脱胶、透胶、层叠离芯、划伤、压痕、碰块、错位、油污、颜色基本一致。
5、冷压工艺标准
(1)冷压时间应根据气温而定,保证胶层固化,胶合牢固。
(2)加压后,式件表面要平整,光洁、手摸无凹凸、颗粒感。
6、齐边精裁
(1)裁料误差不超过0.2MM切割标准
(2)放入工件前,应将压板和工件清理干净。
(3)放入的工件不得错位,上下与芯板对齐,不得崩渣。
(4)门扇两边应倾斜2度,其余均应锯成直边,不得划伤碰缺。
7、铣门芯板工艺标准室内烤漆门 白混油烤漆门
(1)铣门芯板时,走料用力均匀,没有崩碴。
(2)外表平滑,圆顺。
(3)按比例铣削,尺寸准确,不得崩碴;
8、手工贴皮
(1)用白乳胶贴皮时,必须第一遍干燥后再刷第二遍,再用熨斗烫平。
(2)平板条用木板铲压。;
(3)贴完后,不得有离缝、脱胶、鼓泡、木皮炸裂等现象。
9、打锁孔、合页孔
(1)注意门的开启方向;
(2)注意门的上下端,不得掉头。
(3)不得有崩碴、划伤、并用专用模具,夹子夹紧后方可钻孔。
10、试装
(1)门饰线接角严密,不得离缝;
(2)门扇与门套紧密贴合,平整,不得离缝;
(3)门扇不得有间隙晃动;
11、油漆
(1)打磨前,需对白坯进行检查,对于脱胶、鼓泡、划伤、碰缺产品不加工;
(2)白坯需打磨光滑、钉眼、缝隙需填实;
(3)底漆需喷均匀,并检查有无脱胶、鼓泡,待干燥后打磨;
(4)喷面漆时不得有颗粒、流挂、起皮、光泽符合客户要求;
室内烤漆门 厂家直销烤漆门选购细节一般尺寸是800*2000木门一般分纸皮和木皮颜色可订购 尺寸可订购确定门型,首先应明确整体装修设计的风格,选择与之配套的门窗。其次,应根据使用场所确定其使用功能。如根据使用场所及用途可分为一般装饰门、百叶门和带玻璃的装饰门等等。一般装饰门可做户门。百叶门主要安装在贮藏室便于通风。而带玻璃的装饰门可安装在居室的门厅等处,以增加装饰效果。北京永达宏运木门 有限公司本着客户至上的原则,薄利多销,寻求各地代理商。
实木套装烤漆门 复合烤漆木门