


- 品牌/型号:HC-BSF60030-13D3
- 规格:6000非标包塑
- 种类:门窗滑轮
- 材质:尼龙
- 厚度:13mmmm
- 外径:30mmmm
- 适用范围:机械滑轮
- 用途:门窗,淋浴房
- 轴径:6.5mmmm
- 最大载荷:60KGKN

 本厂集设计与制造于一体,是专业生产各种滑轮的企业,滑轮的款式与质量已领先国内其它生产厂家.产品的性能和优点是:外表美观,款式新频,按装简便,推垃玻璃门时无声响,噪声低,滑轮在轨道内行驶时摩擦系数小,开关门时用力少,载受重量大,稳定性能好,推拉5万次以上无磨损,使用寿命长,经久耐用等特点.
本厂集设计与制造于一体,是专业生产各种滑轮的企业,滑轮的款式与质量已领先国内其它生产厂家.产品的性能和优点是:外表美观,款式新频,按装简便,推垃玻璃门时无声响,噪声低,滑轮在轨道内行驶时摩擦系数小,开关门时用力少,载受重量大,稳定性能好,推拉5万次以上无磨损,使用寿命长,经久耐用等特点.
| 滑轮的主要特点: | ||||||
| 1.经检测我们的滑轮经过了三万次的滚动摩擦实验 | ||||||
| 2.可以经过盐雾测试48小时或72小时 | ||||||
| 3,产品耐温度数:-40度——+260度 | ||||||
| 4产品的各项精度都达到要求,我们产品主要出口德国,质量可靠。 | ||||||
塑料的特性:①高柔软度,极佳弹性记忆力,,弯折回复力,作业能力一流;②极佳抗化学反应,防污,极佳抗磨损; ③能在高温下工作,抵受高温消毒; ④低吸水率; ⑤不会出现表面剥落 尼龙为韧性角状半透明或乳白色结晶性树脂,作为工程塑料的尼龙分子量一般为1.5-3万。尼龙具有很高的机械强度,软化点高,耐热,摩擦系数低,耐磨损,自润滑性,吸震性和消音性,耐油,耐弱酸,耐碱和一般溶剂,电绝缘性好,有自熄性,无毒,无臭,耐候性好,染色性差。缺点是吸水性大,影响尺寸稳定性和电性能,纤维增强可降低树脂吸水率,使其能在高温、高湿下工作。尼龙与玻璃纤维亲合性十分良好。
一、热塑性聚氨酯弹性体TPU按分子结构可分为聚酯型和聚醚型两种,按加工方式可分为注塑级、挤出级、吹塑级等。 TPU的主要特性有: 1. 高耐磨性:TPU与其它材料的Taber磨耗指数对比 (磨耗条件:CS17轮、1000g/轮、5000r/m 23℃) 材料 磨耗量(mg) 材料 磨耗量(mg) TPU 0.5-3.5 天然橡胶 146 尼龙610 16 耐冲击PVC 160 聚酯薄膜 18 丁苯橡胶 177 尼龙11 24 增塑PVC 187 HDPE 29 丁基橡胶 205 PF 42 ABS 275 丁羟橡胶 44 CBR 280 尼龙66 49 PS 324 LDPE 70 尼龙6 366 2. 硬度范围广:通过改变TPU各反应组分的配比,可以得到不同硬度的产品,而且随着硬度的增加,其产品仍保持良好的弹性。 3. 机械强度高:TPU制品的承载能力、抗冲击性及减震性能突出。 耐寒性突出:TPU的玻璃态转变温度比较低,在零下35度仍保持良好的弹性、柔顺性和其他物理性能。 4. 加工性能好:TPU可采用常见的热塑性材料的加工方法进行加工,如注射、挤出、压延等等。同时,TPU与某些高分子材料共同加工能够得到性能互补的聚合物合金。 5. 耐油、耐水、耐霉菌。 6. 再生利用性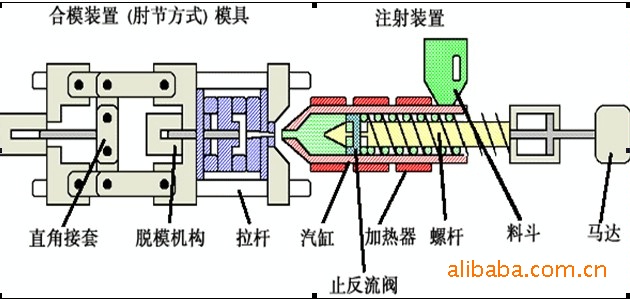

常用塑料材料的种类、特性
一、塑料原料
塑料分热固性塑料、热塑性塑料两种:
1.常用热塑性塑料
普通塑料:聚乙烯(PE)、聚丙烯(PP)、聚苯乙烯(PS)、聚氯乙烯(PVC)等;
工程塑料:ABS、聚酰胺(PA)、聚酰胺(PA)、聚碳酸酸(PC)、聚甲酸(POM)、亚加力(PMMA)等。
2.各种材料的干燥、成型温度(见后表)。
3.几种塑料允许模温范围(见后表)
通过图表,可以看出各种塑料适宜模温,如模温过高,则可能导致制件冷却不够变形,缩水,从而周期加长,如模过低则导致塑料过早冷却,充填不足,形成塑件缺胶或缩水,制件的缩动作不同步,也可能缩水变形,部份塑料尚会产生重裂,或无法消除压力,制件无法通过相关测试。
二、塑料成型过程中的工艺过程控制
塑料在加热筒中的三态变化:
玻璃态、高弹态、热流态塑料从料斗进入螺筒,通过螺杆的剪切作用,螺筒的抛力作用,使塑料玻璃态—高弹态—热流态,通过射胶油缸的作用,把粘流胶料射入模腔入,通过模具的冷却使腔内塑料定型,模具开模顶—产生制件。
三:完整的工艺流程(实际生产全过程控制)
注塑机的工作程序为:
锁模――射台前进――射胶/保压――延时熔胶――熔胶――抽胶(松退)――射台后退――开模――顶针动作(开模取产品、关门)――顶针后退-下一个循环开始。
塑料名称 | 干燥温度 | 干燥时间 | 塑料名称 | 干燥温度 | 干燥时间 | |
| ABS | 80℃~ | 2hr | PA | 120℃ | 4-6hr | |
PmmA | 70-80 | 2-4h | PC | 120-130℃ | 4-6hr | |
PE | POM | 75-80℃ | 3-5hr~ | |||
PP | PBT | 120℃~ | 5-6hr | |||
PVC | 60~70℃ | 1--2hr(要求不高可不用烘料) | PPS | 130-150℃ | 3-5hr | |
塑料名称 | 适当模温 | 料筒温度 | 成型收缩率 | |||
| PA | 80-120℃ | 250-280℃(PA6-PA66) 210-225C(PA1010) | 0.6-1.5%(PA6-PA66)PA1010壁厚2-3MM1.1-1.3% | |||
ABS | 60-80℃ | 160-220℃ | 0.3-0.6% | |||
AS | 50-70℃ | 180-230℃ | 0.2-0.7% | |||
PMMA | 40-65℃ | 160-270℃ | 0.2-0.7% | |||
PP | 40-80℃ | 180-220℃ | 1-2%(1-3mm壁厚) | |||
PC | 80-120℃ | 270-320℃ | 0.5-0.7% | |||
POM | 40-80℃ | 190-200℃ | 1.0-1.5%(1-3MM壁厚) | |||
PBT | 70-80℃ | 240-260℃ | 1.7-2.3% | |||

